
 italiano
italiano









Introduzione della lavorazione ad ultrasuoni
Principio di lavoro di lavorazione ad ultrasuoni
La figura mostra la lavorazione ad ultrasuoni Funzionamento. L'oscillatore elettronico e l'amplificatore, noto anche come generatore, converte l'energia elettrica disponibile di bassa frequenza a ad alta frequenza Potenza dell'ordine di 20 kHz che viene fornito al Trasduttore.
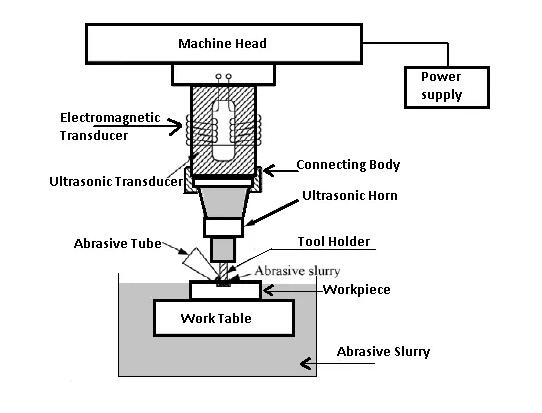
Il trasduttore funziona per magnetron stronzia. L' ad alta frequenza L'alimentatore attiva la pila di Magnetostrittivo Materiale che produce movimento vibratorio longitudinale dello strumento Strumento. L'ampiezza di questa vibrazione è inadeguata per il taglio scopi. Questo È quindi trasmesso allo strumento penetrante attraverso un dispositivo di messa a fuoco meccanica che fornisce un'intensa vibrazione dell'ampiezza desiderata nello strumento fine.
Il dispositivo di messa a fuoco meccanica è talvolta chiamato una velocità trasformatore. Questo è uno stinco rastremato o chiamato 'corno'. È estremità superiore viene bloccata o brasata alla faccia inferiore del magnetostrittivo materiale. La sua estremità inferiore è dotata di mezzi per fissare lo strumento Strumento.
tutti questi parti, incluso lo strumento fatto di basso carbonio o acciaio inossidabile sulla forma della cavità desiderata, fungere da un corpo elastico trasmette le vibrazioni alla punta dello strumento Strumento.
Gli abrasivi comunemente usati sono
Ossido di alluminio (allumina), carburo di boro, carburo di silicio e diamante polvere. Boron è il materiale abrasivo più costoso ed è più adatto al taglio di carburo di tungsteno, acciaio utensile e gemme. Silicon trova il massimo Applicazione. Per Taglio di vetro e ceramica, l'allumina è trovata come il migliore.
La sospensione abrasiva si diffonde allo strumento di lavoro Interfaccia da Pompaggio. Un sistema di raffreddamento refrigerato viene utilizzato per raffreddare la sospensione abrasiva a una temperatura da 5 a 6 ° C. Un buon metodo è quello di mantenere il liquame in un bagno nel taglio Zona.
La dimensione dell'abrasione varia tra 200 grana e 2000 Grit. I gradi grossolani sono buoni per la sgrossatura, considerando che I gradi più fini, dicono 1000 grinta, sono impiegati per finitura. Gli abrasivi freschi tagliano meglio e il liquame, quindi, essere sostituiti periodicamente
precisione
La velocità massima di penetrazione in materiali morbidi e fragili come la ceramica morbida sono dell'ordine di 20 mm min, ma per materiali duri e difficili, il tasso di penetrazione è inferiore. accuratezza dimensionale fino a T0.005 mm è possibile e le finiture superficiali fino a un valore RA di 0,1-0.125 Micron può essere ottenuto.
Un raggio d'angolo minimo di 0.10 mm è possibile per finire Lavorazione. La gamma di dimensioni di USM Le macchine variano da un tipo portatile leggero avente un ingresso di circa 20 W a macchine pesanti che prendono un ingresso fino a 2 KW.
Limitazioni del processo
La limitazione principale del processo è il suo taglio di metallo relativamente basso Tariffe. Il tasso di rimozione del metallo massimo è 3 mm® / s E il consumo energetico è alto. La profondità dei fori cilindriche è attualmente limitata a 2.5 volte il diametro dello strumento Strumento.
L'usura dello strumento aumenta l'angolo del foro, mentre gli angoli acuti diventano arrotondati. Questo implica che la sostituzione dello strumento è essenziale nella produzione di accurati ciechi fori. Inoltre, il processo è limitato, nel suo modulo attuale alla macchina sulle superfici di dimensioni relativamente piccole Dimensioni.
sviluppo recente
Recentemente è stato verificato un nuovo sviluppo in lavorazione a ultrasuoni in cui è utilizzato uno strumento impregnato di polvere di diamante e non è un liquame usato. Lo strumento è oscillato a frequenze ultrasoniche e ruotato. Se Non è possibile ruotare lo strumento che il pezzo può essere ruotato.
Questo L'innovazione ha rimosso alcuni degli svantaggi del processo convenzionale nella perforazione profonda fori. Per istanza, le dimensioni del foro possono essere conservate all'interno di +0.125 mm. I fori fino a 75 mm di profondità sono stati perforati in ceramica senza alcuna caduta del tasso di lavorazione come è stato esperto nel processo convenzionale Processo.
Applicazione della lavorazione ad ultrasuoni
La semplicità del processo lo rende economico per una vasta gamma di applicazioni, come:
·Presentazione di fori e fori rotondi di qualsiasi forma per cui uno strumento può essere fatto. La gamma di forme ottenibili può essere aumentata spostando il pezzo Durante Taglio.
·Nelle operazioni di lavorazione come perforazione, rettifica, profilazione e operazioni di fresatura su tutti i materiali che conducono e non conduttore.
·Lavorazione di vetro, ceramica, tungsteno e altro carburo duro, pietre preziose come sintetiche rubino.
·In tagliare i fili in componenti realizzati con metalli e leghe duramente rotanti e traducendo approssimativamente il pezzo o lo strumento Strumento.
·Nel fare il disegno del carburo di tungsteno e del filo diamantato muore e muore per forgiare ed estrusione processi.
·Abilitando un dentista di praticare un foro di qualsiasi forma sui denti senza creare alcuna Dolore.
·I materiali estremamente duri e fragili possono essere facilmente lavorato.
·I profili estremamente accurati e una buona finitura superficiale possono essere facilmente ottenuti.
·Il pezzo lavorato è gratuito stress.
·Il tasso di rimozione del metallo è basso.
·A causa praticamente nessuna generazione di calore nel processo, le proprietà fisiche del materiale di lavoro rimangono invariate.
·L'operazione è silenziosa.
·Il funzionamento dell'attrezzatura è abbastanza sicuro.
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Per Richieste sui nostri prodotti o del nostro listino prezzi, per favore lasciarci e ci saremo in contatto entro 24 ore.





© Diritto dautore: 2026 Hangzhou Altrasonic Technology Co.,Ltd Tutti i diritti riservati

IPv6 rete supportata
Scansione su wechat



