
 italiano
italiano









Modo efficiente per la produzione di massa, saldatura ad ultrasuoni con automazione e robotica
I processi di automazione sono continuamente alla ricerca di tempi di ciclo più veloci, tolleranze più strette del processo e aumentato Affidabilità. Pre-caricamento Le unità di saldatura ad ultrasuoni sono un altro passo per spingere anche i limiti ulteriormente.
A seconda dei metodi di automazione per la produzione di massa, la produzione flessibile di componenti o una combinazione di funzioni multiple, diverse tecnologie e approcci possono essere selezionati per soddisfare i requisiti Le tecnologie comunemente utilizzate sono cam-driven Sistemi per un alto throughput, oltre a robot che stanno diventando più economici e creando nuove opportunità e aree di uso.
L'elevata velocità di lavorazione fornita dalla saldatura ad ultrasuoni lo rende molto attraente per la produzione di massa, nonostante l'investimento iniziale superiore. Durante Il processo, le vibrazioni ad ultrasuoni generate dalla tensione elettrica si fondono con precisione la plastica a punti di unione definiti e creano un incollaggio omogeneo A tempi di ciclo fino a 60 cicli per Minuto può essere realizzato, a seconda dei tempi di saldatura richiesti tra 80 e 450 milliseconds. Gli strumenti di saldatura a freddo non richiedono un riscaldamento fase e sono pronti per il funzionamento in qualsiasi momento senza la necessità di mantenere una certa temperatura Livello. La consulenza preliminare preliminare buona e profonda è cruciale però. Questo è particolarmente applicabile per la progettazione dei componenti per ottenere I più possibili focalizzazione delle vibrazioni ultrasoniche nell'area di giunzione
Pre-caricamento Sistemi di saldatura ad ultrasuoni
Pre-caricamento significa che il cilindro è già stato esteso Via un sistema pneumatico intelligente quando Lo strumento di saldatura entra in contatto con il materiale Pertanto, la macchina può immediatamente avviare la saldatura Processo. Il tempo salvato in applicazioni con molti punti di saldatura può essere significativo. L'unione della schiuma acustica per un vano motore con un massimo di 20 spot di saldatura è un esempio che è sempre più frequentemente realizzato per mezzo di robot. In questo caso, risparmio di tempo per L'applicazione può ammontare a meno di 20 secondi.
Più dettagliatamente, A Pre-caricato Il sistema è composto da un'unità primaria (camma, servo, robot, ecc.) e un secondario, pneumatico Drive. Nell'unità secondaria, la pressione viene continuamente applicata al cilindro pneumatico dell'Attuatore Attuatore. Pertanto, il cilindro dell'attuatore è esteso Condizione. La pressione nel cilindro corrisponde alla forza di trigger richiesta per l'applicazione L'attuatore è in condizioni pressurizzate, che si chiama "Pre-caricato". L'azionamento primario sposta il "Pre-caricamento" attuatore all'area di saldatura, abbassa il Sonotrode su La parte in plastica da saldare per formare il contatto con la superficie e viaggia sul punto di contatto del cilindro in modo che il pistone del cilindro dell'attuatore sia spinto indietro. L'aumento della pressione risultante del cilindro viene sfiato Via Un regolatore di pressione pneumatico (precisione Regolatore di pressione o proporzionale valvola) Al fine di mantenere la pressione nel cilindro ad un livello coerente. Successivamente al viaggio principale raggiungendo la sua posizione finale, il trigger viene avviato e il processo di saldatura è iniziato. Il cilindro pneumatico tamponato ora esegue la saldatura ictus. La forza di saldatura richiesta è definita dal regolatore pneumatico della pressione o dal proporzionale valvola. Dopo la saldatura (fine tempo di attesa), l'intero attuatore viene spostato dall'area di saldatura dall'unità primaria. Durante Questo viaggio, l'attuatore torna al suo esteso Pre-caricato posizione e quindi è pronta per la prossima saldatura ciclo.
Un esempio per l'uso di pre-caricato I sistemi sono per applicazioni con quantità molto grandi e produzione ripetuta delle stesse o simili parti in plastica, dove Fast-operation I sistemi rotanti automatici o le macchine di trasferimento lineare sono frequentemente Usato. Questi I sistemi operano in Ottimizzato temporale cicli; loro sono in parte Cam-controlled e parzialmente controllato, con tempi di ciclo di un secondo o meno per Assemblea. Lo scopo principale di tali sistemi di produzione è sfruttare il pieno riduzione del ciclo potenziale fino all'ultimo millisecondo e quindi per aumentare le parti output. Se È integrato un processo di saldatura ad ultrasuoni, tutti i requisiti per il tempo di ciclo devono essere MET. Il processo di saldatura ad ultrasuoni, che richiede solo pochi millisecondi, combinati con il pre-caricato concetto, che riduce drasticamente il Sonotrodo su / giù Orari di viaggio, soddisfa questa richiesta con un alto grado di affidabilità per milioni di parti. In generale, gli attuatori sono montati su un carrello, che viene guidato da un'unità a camma o da un servo-controlled Direct Drive (Primary albero).
Un'altra installazione tipica coinvolge sistemi di assemblaggio automatizzati dove il Pre-caricato La tecnologia provoca l'albero primario con il pneumatico pre-caricato attuatore da viaggiare verso L'area di saldatura e quindi per pressurizzare il cilindro di azionamento pneumatico dell'attuatore Attuatore. Il generatore ad ultrasuoni ora riceve un segnale di trigger esterno dal controller della macchina preliminare (PLC). Non appena l'albero primario raggiunge la sua posizione finale, il processo di saldatura del sistema ad ultrasuoni monitorato dal hu Il controllo del processo di saldatura è Iniziato: Processo di trigger, saldatura ad ultrasuoni, tempo di attesa dopo la scadenza del tempo di attesa, il principale controller della macchina (PLC) riceve un segnale pronto e muove l'albero primario torna a casa posizione. Durante il ritraccamento, l'attuatore viene spinto nel Pre-caricato fine posizione. Se Non è disponibile alcun controller di processo di saldatura, l'avvio ad ultrasuoni è attivato direttamente dal controller della macchina (tempo ritardato).
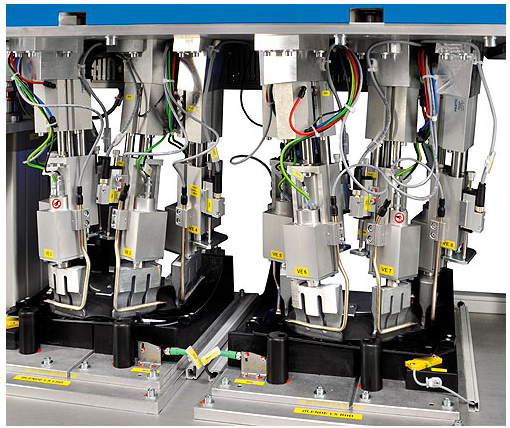
Multi-testa soluzioni
È inoltre possibile utilizzare diversi sistemi di saldatura ad ultrasuoni all'interno dell'automazione linee; Questo è indicato come A multi-testa Applicazione. Ci sono prodotti ad ultrasuoni appositamente sviluppati disponibili per automazione; Le macchine sono disponibili con frequenze di 20, 30 e 35khz e con uscite fino a 6.200Watt. Ci sono disegni molto compatti disponibili che per lo più sono utilizzati per robot Applicazioni. Inoltre, ci sono nuovi concetti di controllo che possono essere facilmente adattati alle complessità delle varie applicazioni di unione e sono caratterizzate da una facile integrazione nel controllo generale Architettura.
robotica
L'effetto del restringimento alto volume Prodotti e crescenti versioni multiple di volume inferiore I prodotti, specialmente nell'industria automobilistica, hanno forzato i produttori per cercare un assemblaggio più flessibile Soluzioni. Oggi I requisiti includono la massimizzazione della flessibilità e dello spazio del pavimento e riducendo al minimo la configurazione delle modifiche utensili Tempo. Gli ultimi sviluppi sono celle flessibili per la saldatura ad ultrasuoni che incorporano la robotica per il montaggio di multiple di plastica componenti. Questo Elimina la necessità del dispensamento del tempo Set-up e strumento Modifiche.
Una delle caratteristiche principali di tali soluzioni di assembly è sei assi robot. Questo Il componente può essere fornito da qualsiasi produttore di robotica, finché il End-of-Brack Le forze di carico e saldatura sono prese in considerazione quando dimensionando il Robot.
Una seconda caratteristica del tasto è l'appositamente progettato fine del braccio saldare la testa, utilizzando due diversi (su a quattro) Saldare Sonorodi per ospitare diverse operazioni di saldatura senza strumento cambio.
Gli attuatori ad ultrasuoni compatti con peso ridotto possono essere facilmente montati su bracci del robot e sono quindi ben adatti per veloce e bassa energia Assegnando di plastica parti. Pre-caricamento Il cilindro pneumatico dell'attuatore consente di risparmiare tempo - fino a un secondo per Saldare Spot. Questo è particolarmente evidente in applicazioni con molte saldature punti.
I robot sono utilizzati in situazioni dove Diversi spot di saldatura identici devono essere eseguiti su una plastica più grande componente. Le cellule del robot forniscono la massima flessibilità con conteggi molto bassi e variante elevata Varietà. Tuttavia, il robot esegue la fase passo-passo delle saldature, che richiede tempo. Con l'aiuto del Pre-caricato Concetto, il Sonotrode su / giù I tempi di viaggio possono essere ridotti e la produttività del robot è aumentato. Nonostante i tempi di ciclo ridotti, il processo di saldatura raggiunto è impeccabile.
Al fine di garantire Ripetibilità Del processo di saldatura, la distanza della saldatura non deve essere viaggiata solo dal robot stesso, ma anche dall'attuatore. Altrimenti, dopo aver raggiunto la posizione finale della saldatura, il robot Sarebbe devono applicare la pressione della posizione di casa a un valore coerente Durante Tenere il tempo (Ultrasonico spento). Tuttavia, questo non può essere realizzato con il grado di precisione richiesto e, qual è più, elaborare programmazione della sequenza del movimento del robot (posizione Controllo senza Ultrasonico) Sarei essere richiesto. La soluzione è integrare sempre gli attuatori quando Automazione di pianificazione Concetti. In questo modo, è possibile garantire un processo di saldatura ripetibile Durante La plastificazione e solidificazione fasi.
Il Pre-caricato La tecnologia provoca il robot con il pneumatico pre-caricato Unità ad ultrasuoni per viaggiare verso L'area di saldatura e quindi per pressurizzare il cilindro di trasmissione pneumatico dell'attuatore nell'unione Direzione. Il generatore ad ultrasuoni ora riceve un segnale di trigger esterno dal controller Robot Non appena vengono raggiunti le coordinate finali programmate del movimento del robot, il processo di saldatura del sistema ad ultrasuoni monitorato dal controllo del processo di saldatura è iniziato: Processo di trigger, saldatura ad ultrasuoni e attesa Tempo. Dopo la scadenza del tempo di attesa, il robot riceve un segnale pronto e solleva il Sonotrode dal componente di pochi millimetri, prima di passare direttamente alla prossima saldatura Punto. Durante La fase di sollevamento, l'attuatore si sta ritirando nel Pre-caricato fine posizione. Se Nessun controller di processo di saldatura è disponibile, l'avvio a ultrasuoni è attivato direttamente dal controller robot (tempo ritardato).
Un altro componente importante è A CNC Controller, che controlla tutti i processi di saldatura e interfacce con il robot. È possibile stabilire un programma di saldatura ottimizzato separato per ciascuna posizione di saldatura, fornendo la possibilità di alternare tra le modalità di saldatura, utilizzando diverse forze o ampiezze e impostazione individuale min / max Controllo del processo di saldatura Windows.
I controller sono dotati di una porta Ethernet, consentendo interfacciamento direttamente con reti di impianti o off-site QC Dipartimenti Via Il World Wide Web per remoto Diagnostica. Questo Consente inoltre agli utenti di monitorare e modificare i parametri di processo di saldatura che forniscono Loop chiuso Raccolta e parti di dati Tracciamento.
Precedente :
Applicazioni mediche dei trasduttori ad ultrasuoniProssima :
Lo sviluppo di bisturi ad ultrasuoni Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Per Richieste sui nostri prodotti o del nostro listino prezzi, per favore lasciarci e ci saremo in contatto entro 24 ore.





© Diritto dautore: 2026 Hangzhou Altrasonic Technology Co.,Ltd Tutti i diritti riservati

IPv6 rete supportata
Scansione su wechat



